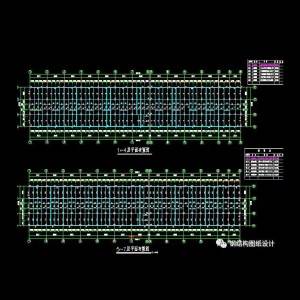
Scenariu de producție parțială din fabrică

Scenariu de producție parțială din fabrică
Introducerea echipamentului:
Caracteristici tehnice și inovație: Mașină de asamblare a fasciculului SKHZ-B nc
1. Metoda de producție a sudării fasciculului H este de a plasa fasciculul H în funcție de forma „Lucrare” și sudarea a două îmbinări de colț pe ambele părți în același timp, ceea ce crește foarte mult eficiența sudării.Datorită sudării simetrice, banda practic nu se deformează după sudare.
2. Mecanismul ortotic Mașina de îndreptat cu flanșă de oțel în formă de H poate corecta direct deformarea unghiului plăcii aripilor de oțel în formă de H fierbinte după sudare prin intermediul unei role de presare excentrice, care reduce forța de îndreptare și îmbunătățește precizia de îndreptare.
3. Din perspectiva specificațiilor de sudare, specificațiile de sudare a fasciculului H sunt cele mai mari din China, iar indicatorii liniei de producție a sudurii cu fascicul h a celei mai avansate companii de producție de echipamente de sudură cu fascicul h (Compania ESAB) din străinătate sunt la fel.
4. În modul de asamblare și montare, se adoptă integrarea asamblării și montării, ceea ce reduce procedura de lucru și îmbunătățește eficiența producției.
5. În modul de centrare al benzii și al flanșei, sunt adoptate două seturi de moduri de centrare din față și din spate pentru a îmbunătăți precizia de poziționare.
6. Alimentatorul de sârmă este conectat moale cu pistolul de sudură, iar unghiul de sudură al pistolului de sudură poate fi reglat.
7. Sudură cu file mare, folosind un fir dublu cu putere dublă (DC + AC), arc dublu, proces dublu de sudare în piscină. Aceste caracteristici ale acestei linii de producție sunt primele de acest gen din China.
8. Control PLC importat, fiabil, ușor de programat.
9. În aceeași stație, finalizarea continuă a fasciculului h în procesul de producție de erecție, sudare, ortopedie, ridicare, descărcare și alte proceduri.
Corector cu flanșă orizontală Khj-c
Prezentarea produsului
Calibratorul cu flanșă orizontală Skhj-c este utilizat pentru calibrarea flanșei din oțel cu fascicul H. După ce fasciculul H finalizează procedura de sudare, placa de aripă a fasciculului H se va deforma sub acțiunea aplicării sudării și trebuie corectată înainte de aceasta Acest echipament este utilizat în principal pentru corectarea plăcilor de aripă ale fasciculului h și ale fasciculului T după sudare.
Alte echipamente sunt după cum urmează:
Mașină de tăiat control / mașină de tăiat cu bare drepte cu mai multe capuri, mașină de tăiat oțel CGL-4000 / SECTION, KT-462 / mașină de tăiat semi-automată, CG2-150B / mașină de tăiat copie, mașină de găurit tridimensională KG-30 / CNC / mașină de găurit radial, 7-3040 * 16 / Mașină de tăiat roți magnetice, SAG- / strung, CA6140 / mașină de găurit și frezat, ZX-32 / mașină de găurit cu coordonate, T4240 / Mașină de tăiat linie de intersecție, BH6070 / Presă verticală, Ya32-31 / presă orizontală, DC-315 / mașină de tăiat plăci Jz016-250 / mașină de frezat final TXSOB / GD-20 / burghiu electric magnetic RD-32A / sudor DC AX5-50 / sudor AC BXI-500 / sudor C02 YM-500KR / arc submers mașină de sudat NZA-1000 / cutie de uscare a electrodului HY704-4
- cuptor de uscare 50 / flux HI / 4 l - 20 compresor electric de aer / generatoare diesel, 200 kw / mașină de sablat PBS - 100 r / mașină de pulverizat vopsea GPQ9C / furcă b / declanșator CDWllHNC CPQ - 1-50 * 2500 / rolă de sudură cadru HGZ - 5 a / mașină de îndreptat cu flanșă YTJ 50 / detector cu defecte ultrasunete ECHOPE220 / contor digital de temperatură RKCDP - 500 / manometru grosime peliculă de vopsea 345 fb '- MK Ⅱ / ampermetru digital clip-on 2003 / contor de temperatură și umiditate WHM5 / inspecție sudură rulerSK / detector de defecte de particule magnetice DA-400S / etrier vernier.
Tăierea CNC a materiilor prime → asamblarea materialelor → sudarea → corectarea → tratarea suprafeței → vopsirea

Scenariul de producție 1

Scenariul de producție 3

Scenariul de producție 2